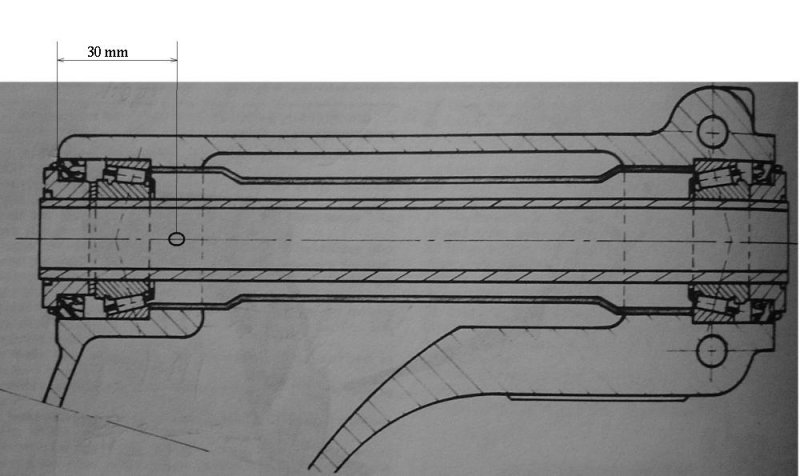
Bild 1.

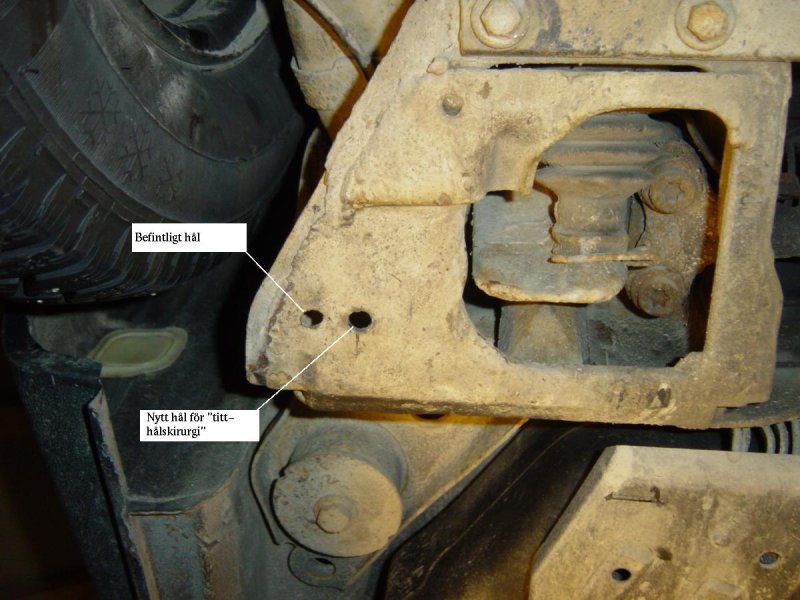
Bild 2.
Så vitt jag vet har ingen tidigare på Akuten redovisat hur man hittar vägen in i den stålbur som omgärdar svängarmarna på Xantia. Vid det här laget är det nog rätt många som önskar att de skulle kunna konservera även denna bils svängarmar m.h.a. smörjnipplar. Som först ut (tror jag) vill jag dela med mig av hur jag hittat vägen in. Det hela handlar närmast om en sorts "titthålskirurgi".
Xantians svängarm är i allt väsentligt en kopia av BX-ens. Den är gjord av stålgjutgods, hela armen är ihålig och lagren är avgränsade från den stora håligheten med ett plaströr. Se bild 1. Enl. de uppgifter jag har är t.o.m. lagren identiska. En väsentlig skillnad är dock att konstruktörerna av Xantia, gjort sitt yttersta för att förhindra oss hemmameckare att komma åt att borra in smörjnipplar. Man har byggt in svängarmen i en bur som gör tidigare använd teknik oanvändbar.
Har funderat rätt länge över hur man skulle kunna överlista konstruktörerna. En av de idér som passerat var att det borde gå att hitta ett vinkelborrhuvud som i kombination med en kort borr skulle kunna fungera. Tanken var då att gå in i den lucka som man hittar på ovansidan svängarmen när man plockar bort hjulet. Idén skrotades dock eftersom jag bedömde det alltför vanskligt att komma tillräckligt exakt med borrhålet. Borrar man uppifrån är risken dessutom större att borrspån kommer in där man inte vill ha den.
Valet blev till slut att gå in underifrån, med en slags "titthålskirurgi". För detta krävdes några specialtillverkade verktyg. Dessa är lätta att tillverka om man har tillgång till svarv. Se bild 2.
Körnaren gjorde jag av 5mm rundstång, av fjäderstål, som jag råkade ha. Den var tillräckligt hård för att fungera utan att härda. Körnaren kan också göras av "silverstål", om spetsen härdas. De flesta silverstål som kan köpas i Sverige i dag är dock av kvalitén SIS 1650. Det innebär att kolhalten är så låg, (C 0.45 %) att de är på gränsen att vara härdbara. Värm till körsbärsrött och stuphärda i vatten. Den låga kolhalten gör att det knappast behövs någon anlöpning på denna "engångskörnare". Den som lyckas få tag på det klassiska silverstålet med C1.0 % eller däröver, får nog bekväma sig att anlöpa till mörkblå färg. I annat fall blir spetsen antagligen för skör. Hur som helst, är det lämpligt att provkörna först på någon annan stålbit, för att se att körnaren fungerar.
Förlängning av borr och gängtapp kan också göras av silverstål. Förlängningen borras ur med samma diameter som skaft på borr och gängtapp. Med borrdjupet 20mm får man en tillräckligt stark fog för ändamålet, om borren och tappen löds fast med vanligt lödtenn. Fördelen med lödtenn är att temperaturen inte blir så hög att härdningen på verktygen äventyras. Både borr och tapp kan efteråt värmas loss och återanvändas som vanligt. Putsa noga borr o gängtappsskaften för att säkra god lödfog. Förtenna först hål och skaft m.h.a tennpasta. Värm in verktygen på plats. Det är en god idé att antingen slipa en platta på verktygets skaft eller borra ett litet sidohål mitt för urborrningens botten. Luften ska kunna evakueras när verktyget ska ner i hålet. En annan god ide` är att prova både att borra och gänga i något annat än svängarmen, för att konstatera om lödförbindningen blivit helt korrekt. Släpper t.ex. tappen när man är halvvägs in i svängarmen, har man definitivt problem.
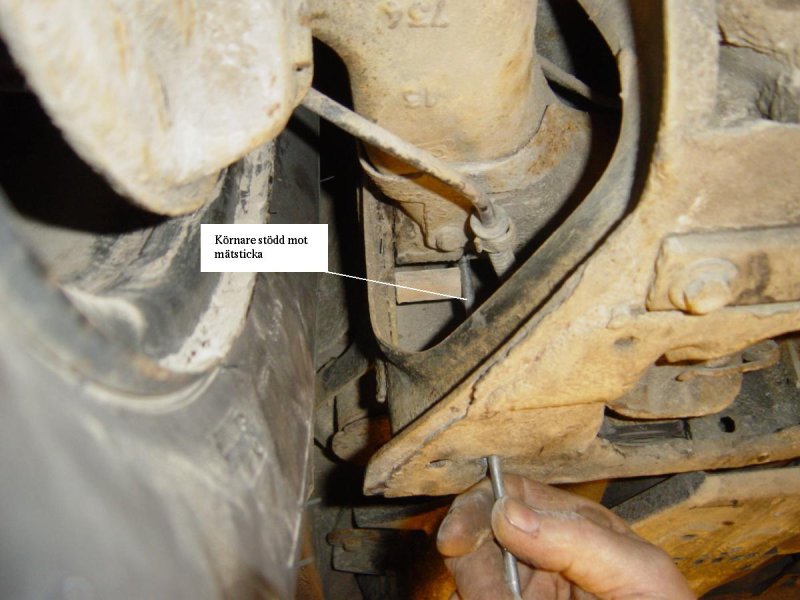
I likhet med på BX är det lämpligt att borra in smörjnippeln 30mm från ytterkanten på armen. Se bild 1. Man kommer då direkt in innanför plaströret. För att få ett någorlunda säkert mått gjorde jag en mätsticka 30mm lång. Spelet mellan svängarmen och den yttre gaveln som svängarmsbulten är fäst i, kan variera mellan olika bilar, beroende på hur mycket det är shimsat där. I detta fallet bedömde jag spelet till ca. 2,5 mm. Det passade då bra med en längd på mätstickan av 30 mm. Den fick fungera som distans mellan gaveln och den 5mm grova körnaren. Se bild 4 och 5. Körnslaget hamnade då ganska precis på rätt avstånd från svängarmens ytterkant. Man siktar självklart mot centrum av svängarmsbulten. Min första tanke var att borra och gänga genom det hål som redan finns på undersidan av stålburen. Se bild 3. Ändrade mej och borrade ett nytt hål vid sidan av det befintliga. Tyckte att det befintliga hålet skulle förorsaka onödigt sned borrning i svängarmen.

Vid gängningen bör man vara lätt på hand och backa ofta för att spånbryta, dessutom backa ur för att rensa tappens spånspår ett par gånger. Gör man så eliminerar man risken att driva upp gängspån till insidan av plaströret.
Jag valde smörjnipplar M6, 90gradiga. De är lite pilliga att få på plats, monteras lämpligen från hjulhuset med hjulet borttaget. Det är bra att ha några nipplar att välja mellan, eftersom inte alla pekar rätt när de är lagom fastdragna. Se bild 5 och 6.



Smörjningen sker också från hjulhusen. Vid fyllningen av fett i plaströret gäller det att pumpa sakta lätt på hand så att luften hinner undan genom tätningarna. Det handlar om att stoppa just när plaströret är fullt. Är man lätt på hand hinner man känna det lätta mottrycket innan det är för sent. Ett extra pumptag därefter kan spräcka plaströret.
/Farsan