
Bild 1. Liten och nätt tryckprovare, kan lätt stuvas undan.
Man måste inte ha egen tryckprovare och fyllutrustning för gasklockor för att man har en Citroën. Gäller det en enda bil, är det bra mycket enklare och billigare att ta närmaste klockorakels tjänster i anspråk. Gillar man Citroën, så har antalet klockor att försörja med gas en tendens att öka. Var gränsen går där det är lämpligt att skaffa egen utrustning beror på flera olika faktorer. T.e.x. viken inställning man har till att mecka med dessa bilar. Ogillar man att andra petar i bilarna. Tycker man att om jag meckar själv, då vet jag vad som är gjort och hur det är gjort. Då kommer behovet tidigt. Likaså om man siktar på att underhålla bilarna väl för att behålla länge. Har man däremot ett kort ägarperspektiv, alltid är på språng för att hitta grönare gräsmattor, då behöver man knappast denna utrustning. Kostnaden är också en viktig aspekt. Att köpa en "nyckelfärdig" utrustning är uteslutet för hemmameckaren. Det blir på tok för dyrt. Egen tillverkning är alltså ett måste.
Många bygger tryckprovarare av delar från en skrotad bil. En begagnad hydraulpump som dras för hand, en oljebehållare, lite rör och en manometer. Dessutom behövs något att skruva fast klockan i. T.ex. en cylinder från bakändan, en huvudack eller ett klockstycke från framfjädringen. Den varianten har fördelen att vara möjlig att bygga med hjälp av ett absolut minimum av resurser hemma i garaget. Nackdelen är att den blir inte särskilt kompakt.
För mej blev valet lätt, eftersom jag har tillgång till svarv. Utgångsmaterialet blev en domkraft, den kostade knappt en hundring. Manometern köpte jag på Hydroscand, för 120:- om jag minns rätt. Resultatet blev en liten nätt pryl som lätt kan stuvas undan när den inte behövs.
Gängorna skar jag i svarven.

Klockans runda påfyllningsplugg är gängad med den något udda dimensionen M9x1.25. Pluggen kan alltså inte ersättas med någon standardskruv.
För att kunna fylla en klocka med gas krävs att man har en grundutrustning enl. följande:
Någon reduceringsventil behövs inte förutsatt att manometern är tillförlitlig, utrustningen är tät och fyllerimästern är nykter. Gasen släpps på, försiktigt med gastubens avstängningsventil till dess att rätt tryck uppnåtts. Att utrustningen är tät, är grundläggande. Om trycket sjunker så snart gastuben stängts blir proceduren både stressig och oberäknelig.
Klockfabrikanterna har ett verktyg som gör att de kan skruva direkt i den runda påfyllningspluggen. Tittar man på pluggskallens utsida ser man märken efter tre stålkulor. Stålkulorna nyper åt och tränger in hårdare i pluggskallen ju hårdare den dras. Tekniken liknar alltså den som SAAB en gång använde på de gamla tvåtaktarna för att fixa "frihjul". Fast SAAB använde ju rullar i.st.f kulor. Självklart blir ett så avancerat verktyg "to expensive" för hemmameckaren.
Följande citat är hämtat ur Mekartips Citroen CX och är författat av signaturen Birger N.
Citatet har sina rötter i ett inlägg som samma signatur lagt i"Gamla Akuten". Det ger inte till alla delar en kristallklar bild av vad det hela handlar om, men beskrivningen förtjänar ändå gott och väl sin plats som källhänvisning. Det är den hittills mest informativa beskrivning i ämnet som jag sett i Akuten.
Sen jag läst detta, (för ca 1 ½ år sen) gjorde jag ett verktyg för pluggen ungefär som jag tolkade Birgers beskrivning. Se bild 3. På samma bild kan man se en pluggskalle. Där man kan skönja en av intryckningarna från fabrikantens stålkuleverktyg. Det ser nästan ut som en komet med svans. Se pil på bild 3.
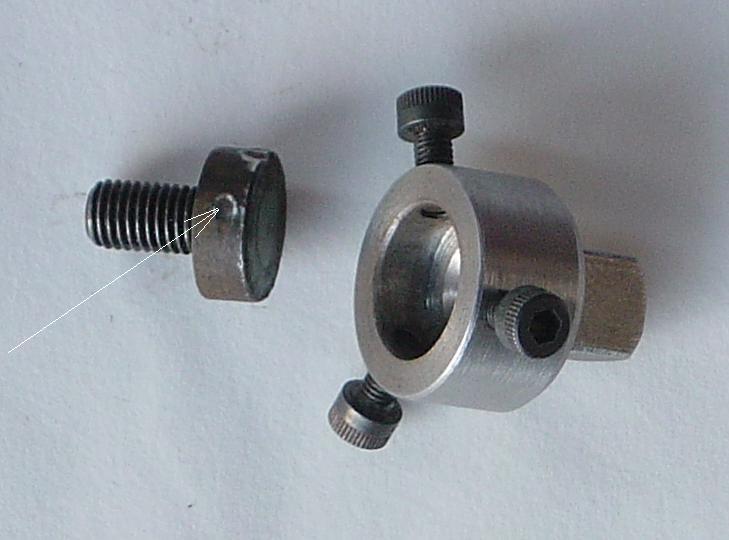
Måste erkänna att jag var lite skeptisk mot insexskruvarnas förmåga att överföra något större vridmoment. Proven bekräftade mina farhågor. Pluggskallen är bra mycket hårdare än vanliga insexskruvar. Trots att jag drog in skruvarna i stålkulsgroparna, tålde verktyget mycket små vridmoment. Möjligen skulle härdade stålskruvar förbättra momentöverföringen.
Hur som helst har min inställning blivit den att rörtången är ett måste, både för att både lossa före fyllning och för att efterdra, efter fyllning.
Jag anser att det är lämpligt att dela verktyget i en övre och en nedre del. Fogen mellan delarna gör verktyget mera flexibelt och förlåtande, ifall verktyget inte centrerar perfekt.
En egen idé som jag ville testa mot "insexverktyget" var att silverlöda en mutter ovanpå pluggskallen. Med den varianten kan en vanlig krafthylsa användas för att dra pluggen inne i fyllutrustningen. Enligt mitt sätt att se, ger detta en hel del fördelar.
Den silverlödda muttern visade sig tåla ett vridmoment som vida översteg insexverktygets. Har ingen aning om vilket moment som behövs för att vrida loss muttern. Maxgränsen på min momentnyckel är 14 kpm. Eftersom den tål detta moment, är valet för mej enkelt, jag löder muttrar.

Så vitt jag vet är jag i skrivande stund ensam om metoden med att löda på en mutter på pluggen. Jag har i vart fall inte sett någon som tidigare publicerat någon liknande. Den som önskar är naturligtvis fri att ta efter och/eller, citera min beskrivning.
Tekniken går alltså ut på att löda en mutter på pluggen med det gamla klassiska silverlodet. Inte att förväxla med det silverlegerade tenn ( 3% Ag) som används bl.a. i VVS-sammanhang. Silverlegerat tenn ger en betydligt starkare fog än vanligt lödtenn. Det har dessutom nästan lika stor kapillärflytförmåga som silverlod. Men det silverlegerade tennet blir inte på långa vägar lika starkt som det klassiska silverlodet. Det silverlod som jag använder (57% Ag) har en flyttemperatur på 650 grader. För att få en så stor lödyta som möjligt, väljer jag en mutter med största möjliga nyckelvidd, utan att något av muttern sticker ut utanför pluggskallen. Det är ju viktigt att den inte skadas av rörtången. De muttrar jag använder har nyckelvidden 14mm, alltså vanliga UNC 3/8". Jag slipar både plugg och mutter metallrena i fogytorna före lödning.
För de som inte tidigare har erfarenhet av silverlödning är det viktigt att läsa på i detta ämne innan de börjar löda. Silverlod "bygger man inte med", som med många andra lod. Silverlodets styrka beror helt på att de delar som ska sammanfogas har en så tät passning mot varandra som möjligt. Rätt rengjort, flussat och värmt, flyter lodet ut i fogen av kapillärkraften. Ju tunnare och tätare fog, desto starkare.
Materialet i gasklockans plugg har ganska hög kolhalt. Troligen mer än 1%, eftersom den så lätt tar härdning, den t.o.m. kan lufthärdas. En vecka efter min första klockfyllning med "muttermetoden" (framklockorna i min BX) blev ena klockan helt stum. När jag tittade efter hade en bit av pluggskallen spruckit bort, så att gasen läckt ut. Det visade sig att skallen härdats och blivit glashård, så hård att den fullkomligt gapskrattade åt filen. Silverlodets flyttemp ligger så pass nära härdningstemperaturen, att man får backa undan mycket försiktigt med lågan, sedan man lött, annars kan pluggen ta härdning. Prova alltid med filen efter lödning. Den höga kolhalten gör att man får förvänta sig att den är ganska hård, men den SKA vara filbar. Om inte är det bara att värma den igen så att den anlöps. Därefter långsam avsvalning.
De enda nackdel som jag kan se med silverlodsvarianten, är att någon person med noll koll skulle kunna lockas att dra i muttern. I värsta fall skulle då möjligen klockan tömmas på gas. Personer med noll koll kan dock lockas att göra betydligt värre saker på en hydraulcittra. T.ex. att öppna hydraulsystemet med fullt tryck på. Skillnaden i densitet mellan olja och gas, gör att utsprutande olja med högt tryck är avsevärt farligare än gas med samma tryck. Egenvikten tillsammans med det höga trycket, ger oljan så pass hög anslagsenergi att den kan slå igenom oskyddad hud. Resultatet kan då bli blodförgiftning eller t.ex. ögonskador.
Jag har alltid klockan monterad på tryckprovaren när jag fyller. Då får jag enkelt ett kvitto på att gasen gått in i klockan och att allt är ok. Har vid ett par tillfällen varit med om att o-ringen som ska täta under pluggen ramlat ur sitt spår och tryckts ihop kring skruven, följden blir då att gasen inte kan passera in i klockan.

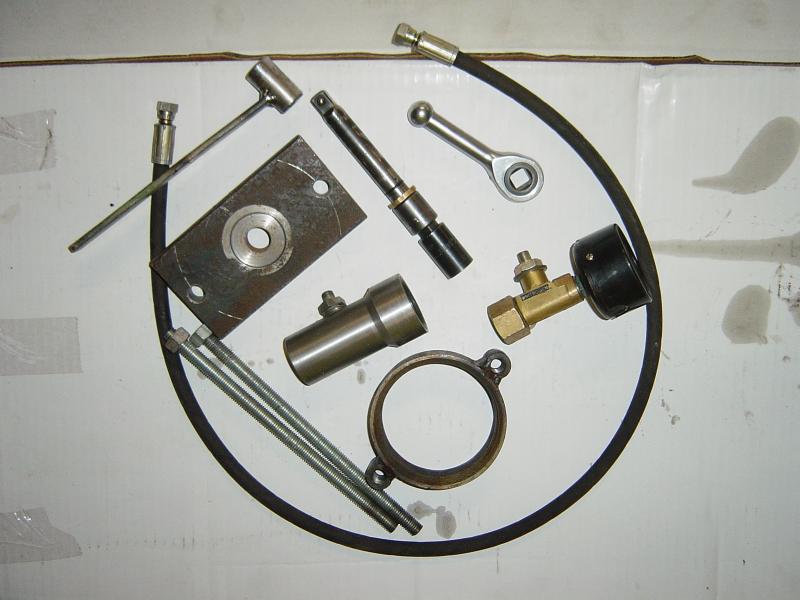
Så här ser delarna ut när utrustningen är isärplockad. Det enda som inte hör dit är "stubbspärrskaftet". Det fick följa med på fotot bara av den anledningen att fyrkanttappen lånats från den. Fyrkanttappen utgör länken mellan förlängaren och krafthylsan.
Jag använder alltså en förlängare en fyrkanttapp och en krafthylsa som verktyg för att dra pluggen. Förlängarna får man se upp med. Dessa tillverkas i en smidningsprocess. Det innebär att inte alla är helt symmetriska. Det är inte säkert att "storänden" centrerar i förhållande till skaftet. T.o.m. skaftet kan vara aningen krokigt. Av mina förlängare var det endast den svarta kraftförlängaren som höll måttet för att duga i detta ändamål. Kan möjligen ha att göra med att den är gjord för att köras maskinellt med mutterdragare. Man kan då inte acceptera samma svaj som i handdrivna verktyg.
Sedan var det bara att svarva bort den rundade skuldra som bildar övergången mellan skaftet och "storändan" och göra en mässingbricka som mellanlägg. Eftersom förlängaren bara behöver röra sig radiellt, kan man i detta fall välja att svarva in o-ringstätningen på förlängarens skaft. Det är bra mycket enklare att svarva in en o-ring utvändigt på en axel än inne i ett hål. Spelet mellan förlängare och hål bör göras minsta möjliga, så att inte det höga trycket gör att o-ringen pressas ut i spelet. O-ringen får då lätt skador varje gång man drar i förlängaren.
För att dra i förlängaren behövs en nyckel. Den tillverkade jag av en kasserad hylsa, som hade 12-kantändan förstörd men fyrkantändan intakt. Med ett påsvetsat skaft fungerar den ypperligt i detta sammanhang. Se bild.
Någon funderar kanske på varför jag vänt förlängaren baklänges. Man borde ju kunna vända den rätt väg och därmed slippa fyrkanttappen. Förlängaren borde kunna låsas fast i hylsan med en segerring. Förklaringen är helt enkelt den, att jag litar mera på förlängarens skuldra, som stopp mot trycket. Tala om kanonskott om segerringen skulle krypa ur sitt spår, med fullt tryck på.
/Farsan.