
Denna metod baseras på ett förenklat förfarande vid fyllning av köldmedium. Ett minimum av utrustning behövs. Varken vakuumsugning eller för mätning av trycken utförs. Fördelarna i enkelhet och små krav på innehav av utrustning är uppenbara. Samtidigt behöver det inte nödvändigtvis uppstå några nämnvärda nackdelar.
Frånvaron av vakuumsugning gör att ev. fukt som finns i systemet inte avlägsnas. Det behöver inte betyda att störningar uppstår, förutsatt att torkfiltret fortfarande fungerar som det ska och att inte ytterligare luft/fukt tillförs vid fyllningen. Utrustningen för att mäta trycken är egentligen bara ett diagnosverktyg, obehövligt om enda felet är att systemet behöver lite tillskott av köldmedium.
Eftersom systemet inte vakuumsugits måste fyllningen ske på lågtryckssidan. I stället för att låta det vakuumsugna systemet dra in köldmediedosen på högtryckssidan, låter man då systemets egen kompressor suga in köldmediet på lågtryckssidan.
När lågtrycks brytaren stängt ner systemet p.gr.a. för lågt gastryck fylls hälften av maxdosen (vanligen 300ml =150gr). Det finns två anledningar till att endast halv dos används vid Top Up. Den ena är att systemet innehåller en okänd restmängd av kylmedium, eftersom inte vakuumsugning utförts. Den andra anledningen är att trycken inte mäts i samband med fyllningen. Halvering av dosen görs alltså för att undvika överfyllning. När Top Up metoden används kan man förvänta sig att fyllning kan behöva upprepas vartannat år.
Det är viktigt att ingen luft/fukt tillförs i samband med fyllningen. Påfyllningsslangen ska noga avluftas innan den kopplas på. Finns fuktstörningar i systemet, är det byte av torkfilter och evakuering som gäller. Fuktstörningar känns enklast igen genom att systemet fungerar när det nystartats. När det gått en stund fryser expansionsventilen igen varefter systemet slutar kyla.
Vad som behövs är en slang som i ena änden har en koppling som passar till systemets lågtrycksport, och i den andra ändan en anslutning lämpad för gasburken. Samt naturligtvis en förpackning med gas.
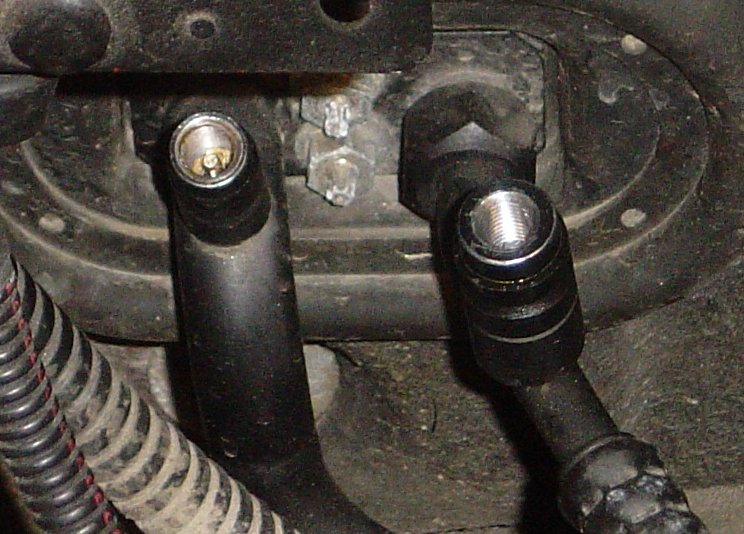
Serviceportarnas utseende skiljer sig åt, beroende på om det handlar om ett äldre R12 system eller ett R134a system. R12 systemen har portar med utvändig gäng, medan R134a systemen har portar avsedda för snabbkoppling som "snäpps" på. Snabbkopplingarna har olika diametrar på hög och lågtryckssidan för att inte förväxlas. Den klenare av portarna är anslutningen till lågtryckssidan. Det är alltså den klenare snabbkopplingen som behövs för ett R134a- system.
Även på R12 system har de senare modellerna olika storlek på serviceportarna, men på tidiga modeller förekommer att de båda serviceportarna har samma dimension.
OBS,OBS,OBS! Det är synnerligen viktigt att förvissa sig om vilken port som sitter på hög respektive lågtryckssidan. Inget utrymme för förväxling får lämnas. Den lilla gasförpackningen håller inte för det maxtryck som kan uppstå på högtryckssidan under drift. Burken kan alltså explodera om den ansluts till fel serviceport.
Kompressorns högtrycksanslutning är vanligen märkt med bokstaven D. Högtrycksledningen går från kompressorn till kondensorn, sedan vidare till torkfiltret, därefter till expansionsventilen som är monterad intill förångaren. Någonstans på denna sträcka finns serviceporten för höga sidan.
Kompressorns lågtrycksanslutning brukar vara märkt med bokstaven S. Den ledning som är ansluten där, kommer närmast från förångarpaketet inne i kupen. På den ledningen hittas serviceporten för låga sidan.
På XM sitter de båda serviceportarna lättillgängligt uppifrån. De är placerade vid torpedväggen på de båda rören som går in till kupen. På Xantia sitter de båda portarna alldeles invid kompressorn. Dessa portar är enbart åtkomliga underifrån.
Inuti serviceportarna finns en schraderventil. Denna ventil både ser ut och fungerar som en vanlig ventil för ett bildäck. När en servicekoppling ansluts till en serviceport, öppnas schraderventilen. Det kan antingen ske automatiskt vid anslutningen av servicekopplingen, eller för hand med en ratt, beroende på hur servicekopplingen är konstruerad. Varianten med ratt är vanligen en vinklad modell. När ratten skruvas in trycks schraderventilens pigg in så att den öppnas. Backas ratten ut helt, stängs både schraderventil och förbindelse bakåt mot slangen.

I de länder där Top Up metoden använts sedan länge, säljs kompletta kit för en billig penning. Kitet innehåller en burk med gas samt en komplett slang med adapter och kopplingsvarianter som passar både R12 och R134a system. Samt en noggrann beskrivning av hur fyllningen ska genomföras.
Sedan nu det juridiska läget klarnat även i vårt land, lär sådana kit även så småningom dyka upp i våra svenska biltillbehörsbutiker. Hur länge det dröjer beror antagligen på hur frekvent vi bilister börjar fråga efter kiten.
Till dess att de billiga kiten dyker upp får vi GDS-are handla dyrare och knåpa ihop påfyllningsutrustningen själva. Servicekoppling till systemets lågtrycksport köps antagligen billigast hos någon (av kylbranschen oberoende) som säljer "piratdelar" till AC. Kolla t ex med närmaste kylarspecialist. De är s a s "branschnära" eftersom kondensorn är en rätt stor reservdelsartickel.
Utöver servicekopplingen behövs en slang, samt en anslutning som passar till gasburken. Många olika typer av tillbehör finns som kan anslutas till sådana engångsburkar. Det gäller att hitta ett tillbehör som är någorlunda enkelt att konvertera så att en slang kan anslutas. Alla brännare som är avsedda att anslutas till dessa burkar är försedda med ett mycket litet munstycke. Detta måste avlägsnas eller borras upp (se mer under rubr. "Top Up fyllning"), innan brännaren konverteras för anslutning till slang. I annat fall tar det rätt många timmar att få ur gasen ur burken.
För att avlufta slang och serviceport, är det lämpligt att släppa på en svag gasström på innan slangen ansluts till lågtryckssidan. Sedan slangen anslutits, kan gas släppas över till systemet. Medan kompressorn står stilla kommer bara en liten mängd gas att strömma över. Trots den lilla mängden stiger trycket rätt snabbt upp ovanför lågtrycksbrytarens tillslagstryck 1,5 bar. Kompressorn kan då startas. När kompressorn gått igång, sjunker trycket på systemets lågtryckssida ner under det tryck som råder i burken. Då kan mera gas strömma över. I takt med att gasen lämnar burken kommer den att kallna. Eftersom kylan minskar tryckskillnaden hämmar den överströmmningen. Burken kan då behöva värmas i första hand med händerna. Räcker inte det kan den doppas ned i varmt men inte hett vatten.
En maning dock till gds-fyllare som vill öka hastigheten på fyllningsprocessen. Har man borrat upp passagen generöst, får man vara mycket försiktig med att tippa om burken så att kondensat går ut i slangen. Reglerna för fyllning på lågtryckssidan är otvetydiga. Köldmediet får ej ha formen av kondensat när det når kompressorns sugsida! Har inte mediet förångats innan dess så kan det bli kompressorskador. Vätska kan som bekant inte komprimeras.
Det innebär inte nödvändigtvis att burken måste stå upprätt vid fyllningen. Burken kan visst vändas upp och ner så att mediet går ut ur burken i form av kondensat. Då måste dock tillflödet med säkerhet vara så pass strypt att kondensatet förångats innan det når kompressorn.
Fabrikstillverkad Top Up utrustning innehåller vanligen en inbyggd strypning som är avpassad för fyllning med kondensat. Detta är en säkerhetsåtgärd som minskar risken för en okunnig GDS-are ska göra misstag.
För den som själv tillverkat utrustningen, kan det vara svårt att avgöra hur pass strypt insläppet måste vara för tillåta fyllning med kondensat. Enligt min mening är det då bättre att öppna upp passagen generöst och att enbart fylla med ånga, alltså med upprätt burk. Det kan ta lite längre tid, men man slipper vanskliga bedömningar.
Även om hela burkens innehåll ska fyllas in i systemet, är det en god idé att väga den sedan den kopplats. Man kan då enkelt övervaka hur fyllningen fortskrider.
Alla arbeten med HC bör göras utomhus vid torr väderlek eller i väl ventilerade utrymmen. Samma försiktighet och omsorg måste iakttas som vid all annan hantering av gasolutrustning.
Det faktum att gasen består av en blandning av olika gaser, med olika kokpunkt, gör att gasen får en speciell egenskap. Denna egenskap kallas "glide". Detta innebär att blandmediets koktemperatur är, så att säga inte lika "statiskt", som det oblandade mediet. Temperaturen "glider" inom ett intervall. Ett glide på 7-8º, brukar anges för den Propan/Butan blandning som är aktuell i detta fall.
Att mediet ifråga har glide får vissa konsekvenser vid fyllning, som är viktiga att känna till för GDS-aren.
Fyller man med ånga så kommer Propanet i början att få en överrepresenterad andel i ångan. Fenomenet uppstår p gr a att Propanet har den lägre kokpunkten. Det innebär att blandningsproportionerna kommer att förskjutas i takt med att behållaren töms. Proportionerna förskjuts däremot inte om fyllningen sker med kondensat.
Detta innebär att fyllning med ett medium som har glide alltid bör fyllas som kondensat om mediet tas från en större servicebehållare.
Fyllning med ånga kan däremot göras utan problem om mediet tas från en så liten burk, att merparten av innehållet används. Underskottet av Butan i början av fyllningen, kompenseras då av ett överskott i slutet. Man kan även i förväg justera ner mängden i en för stor burk, genom att vända den upp och ner, och släppa ut överflödig gasmängd i form av kondensat.
/Farsan.